
Stereolithography (SLA) was the first commercially available additive manufacturing technology, developed and patented by Charles Hull in 1984. The process cures liquid photopolymer resin using a focused ultraviolet laser, tracing each layer cross-section in the resin vat before the build platform steps down to expose the next layer. The result is a part with surface detail and dimensional precision that remains difficult to match with extrusion-based methods.
The SLA Process in Detail
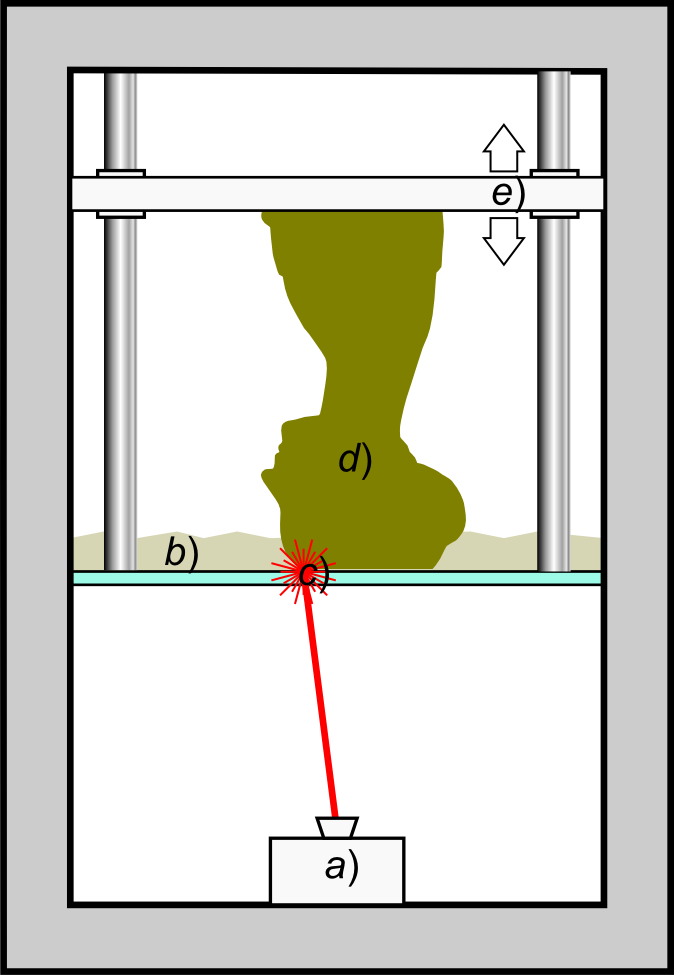
In a top-down SLA system, the build platform is submerged and the laser scans the resin surface from above. In bottom-up configurations (common in desktop MSLA and LCD systems, which use a UV screen rather than a moving laser), the build platform lifts upward and each layer is cured against a transparent FEP film at the bottom of the vat. Bottom-up systems require careful peel force management to prevent delamination; this is why layer times are typically longer for larger cross-sections.
True SLA uses a scanning galvanometer mirror system to direct the laser at high speed across the resin surface. Spot diameter is typically 100–300 microns depending on the optics. MSLA (Masked SLA) uses a monochrome LCD panel to expose an entire layer simultaneously, reducing per-layer time at the cost of uniform pixel resolution across the build area rather than the variable-focus spot of a laser system.
Resin Chemistry and Material Categories
Standard Resins
General-purpose resins are acrylate or methacrylate oligomer formulations with photoinitiators activated at 385–405 nm. Post-cure properties include tensile strength of 55–75 MPa, elongation at break of 5–15%, and Shore D hardness in the 70–85 range. These resins are brittle relative to FDM thermoplastics — they are not suited to snap fits or thin living hinges. Surface finish is smooth with Ra values of 0.5–1.5 μm prior to sanding, compared to 5–15 μm typical of FDM parts.
Engineering Resins
Tough resins incorporate urethane dimethacrylate or impact modifiers to raise elongation at break to 30–50% while reducing tensile strength to 35–55 MPa — a deliberate trade-off that yields parts that bend rather than fracture. High-temperature resins use heat-resistant monomers and require post-cure cycles at elevated temperature (80–120 °C) to achieve HDT (heat deflection temperature) values of 200–300 °C. These are used for under-hood automotive mock-ups and electronics housings that must withstand wave soldering temperatures.
Dental and Medical Resins
Class I and Class IIa biocompatible resins comply with ISO 10993 and are used for dental models, surgical guides, hearing aids, and orthodontic aligners. Dental model resins achieve dimensional accuracy within ±50 microns, sufficient for indirect bonding trays and study models used in treatment planning. These resins require certification of the specific resin-printer combination; the same resin printed on an uncertified system does not carry regulatory classification.
Castable Resins
Wax-content resins burn out with minimal ash residue (below 0.01% by weight in some formulations), making them compatible with investment casting workflows for jewelry, dental crowns, and small metal components. Direct metal casting from SLA patterns eliminates the pattern-making step compared to traditional lost-wax casting from hand-carved models.
Achievable Tolerances and Surface Finish
Dimensional accuracy for well-calibrated SLA systems falls in the ±0.1 mm range for parts under 100 mm in the largest dimension. Larger parts are affected by thermal expansion of the resin during cure and cumulative dimensional drift; Formlabs' published accuracy specification for the Form 3 series is ±0.2 mm or ±0.2% of part dimension, whichever is greater. Industrial SLA systems from 3D Systems achieve ±0.025 mm (25 microns) on precision-optimized builds using temperature-controlled resin tanks.
Surface finish varies by orientation relative to the Z axis: vertical walls show minimal layer stepping; surfaces at shallow angles to the build plane exhibit visible stair-stepping artifacts. Support contact points require sanding; support structures are more numerous and harder to remove cleanly than FDM supports, particularly in internal cavities.
Post-Processing Requirements
SLA parts come off the printer wet with uncured resin and must be washed in isopropyl alcohol (IPA) or a dedicated wash solution to remove residual liquid. Post-cure under UV light (typically 60 seconds to several minutes depending on resin and lamp intensity) completes the polymerization and achieves final mechanical properties. Without post-cure, parts remain under-polymerized: they are weaker, sticky, and sensitive to continued UV exposure from sunlight.
This two-step post-processing requirement (wash + cure) represents a meaningful operational overhead compared to FDM, where parts can be used directly after removal. Automated wash-and-cure units have been developed by major SLA vendors to reduce handling time.
Industrial Applications
In Poland, SLA is used in dental laboratories for model production with near-universal adoption among larger practices and dental technology companies. Investment casting applications appear in Krakow's jewelry manufacturing cluster. Precision engineering firms in the Warsaw metropolitan area use SLA for CMM fixture prototyping. Automotive OEM suppliers use SLA-produced master patterns for silicone mold making (room-temperature vulcanization tooling) to cast low-volume polyurethane parts without hard tooling investment.
References: ISO/ASTM 52900:2021 · Formlabs Engineering Resins Documentation